Mon parcours
TECHNICIEN DE FABRICATION
CNRS – IPCMS – Strasbourg (67)De Janvier 2018 à aujourd’hui
- Réalisations d’ensemble et de pièces mécanique pour des unités de recherche à l’Institut de Physique et Chimie des Matériaux de Strasbourg IPCMS – CNRS.
- Tournage, fraisage conventionnel
- Soudage TIG MIG MMA
- DAO Inventor
- Etudes et conceptions
TECHNICIEN D’ATELIER, SOUDEUR TIG, TOURNEUR TRADI.
SAS Dardonville – Villemandeur (45)De 2012 à Décembre 2017
- Soudage inox
- Fabrication sur mesure de flexibles inox et tuyauteries
- Tournage
- Maintenance
- Conseil et solution technique
CHEF D’EQUIPE, MECANO-SOUDEUR, TOURNEUR VERTICAL CN
Mecazoil – Châlette-sur-Loing (45)De 2001 à 2011
- Fabrication complète de bras de chargement marine FMC Loading Systems
- Fabrication des poulies d’ascenseur de la Tour Eiffel
- Monteur soudeur sur plan d’ensemble et sous ensemble mécanosoudé
- Soudeur forte épaisseur.
- Soudeur radio.
- Soudage et manutention de pièces de grande dimension
- Traçabilité
- Contrôle qualité
- Tourneur opérateur régleur sur tour vertical à commande NUM
- Utilisation de diverses machines d’atelier
Formations
AFPA de Liévin 2012
Technicien de Contrôle Non Destructif CND niveau 2
Magnétoscopie MT
Technique de contrôle non destructif qui consiste à créer un flux magnétique intense à la surface d’un matériau ferromagnétique
Ressuage PT
Technique de contrôle surfacique qui permet de déceler les défauts débouchant sur tous types de matériaux non poreux
Radio X et Gamma RT-X γ
Les rayons X en contrôle non destructif sont principalement utilisés pour réaliser des radiographies X et Gamma (γ) à l’aide d’isotope radioactif stable (principalement iridium 192, cobalt 60 et sélénium 75) . L’avantage de cette technique est de fournir des informations directement exploitables sur l’intérieur des objets ou des matériaux.
Le contrôle à l’aide des rayons X est utilisé notamment pour les soudures dans les centrales nucléaires et les chantiers navals et pétroliers, la corrosion des tuyaux, la structure des matériaux composites ou les fissures dans les pièces mécaniques ainsi que pour les pièces de fonderie.
Ultrasons UT
Le contrôle par ultrasons est basé sur la transmission, la réflexion et l’absorption d’une onde ultrasonore se propageant dans la pièce. Le train d’onde émis se réfléchit sur les défauts puis revient vers le traducteur. L’interprétation des signaux permet de positionner le défaut et de définir ses dimensions.
Soudage
Greta – Gien (45) 1999
Apprentissage des différents procédés de soudage.
BEP productique mécanique
Lycée du Château Blanc (45) 1998
Tournage – Fraisage conventionnel et numérique.
Activités transverses
Je suis représentant du personnel auprès de l’instance du CLHSCT.
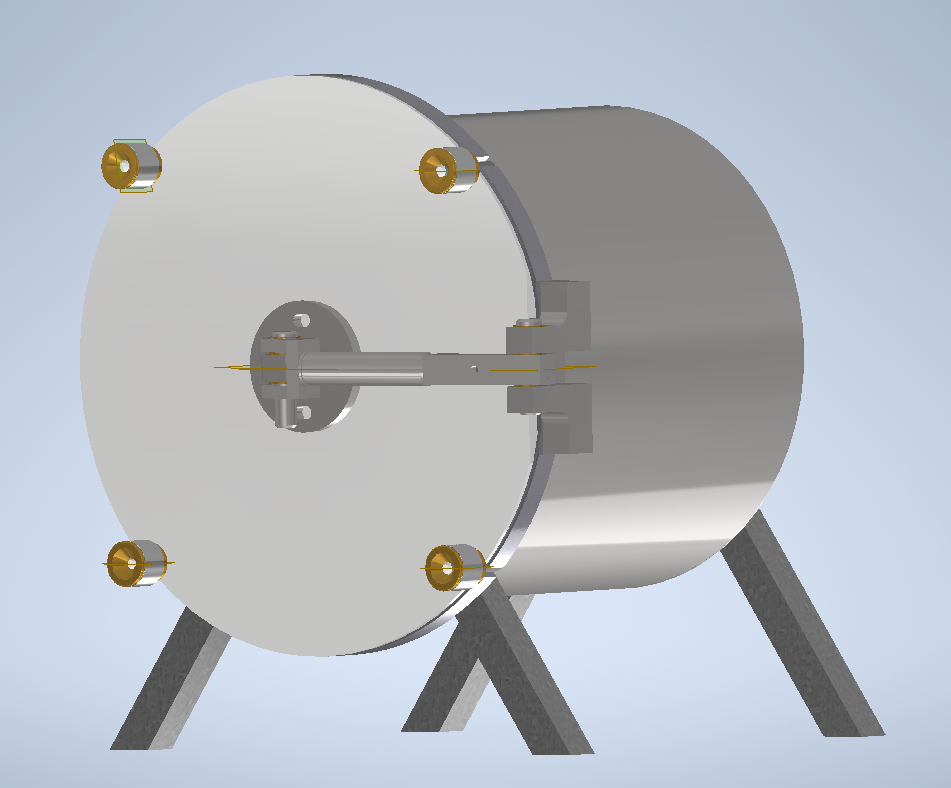
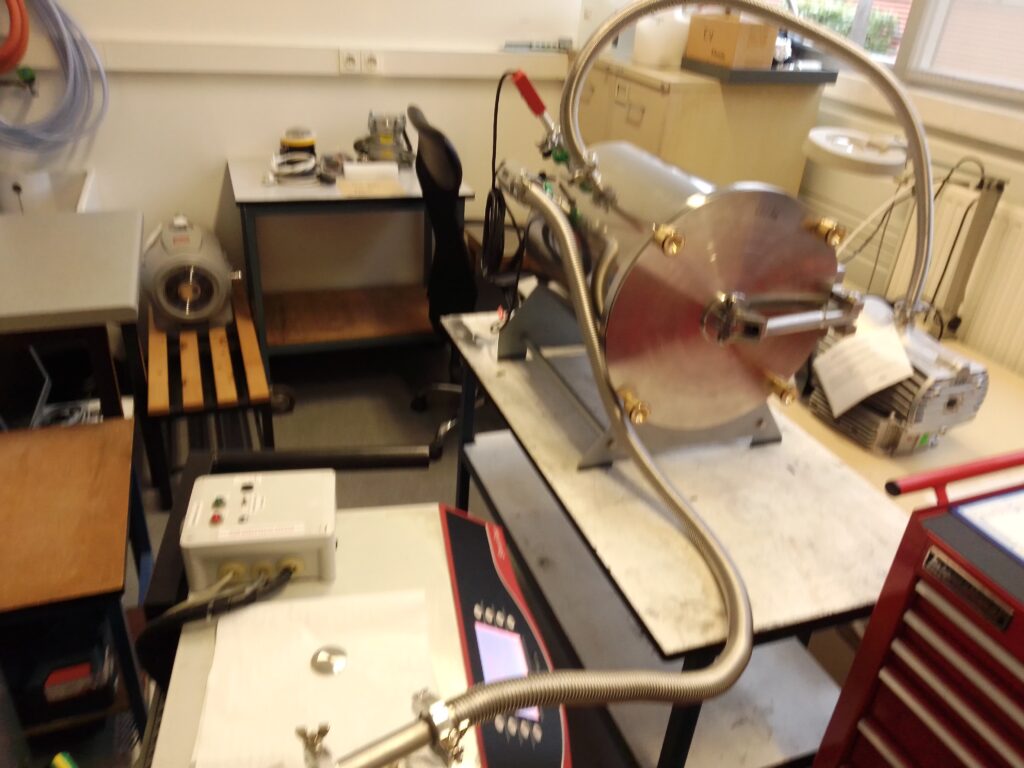
Réalisations
Enceinte de stockage d’échantillons sous vide